在冲压模具的运行过程中,导向系统承担着确保上下模精确对合的核心任务。然而,当模具存在较大的侧向力或动定模工作温差较大时,传统的圆形导柱导套往往陷入“两难困境”——配合间隙过小则容易卡死,配合间隙过大则导向精度丧失。多边形导柱组件,正是为解决这一行业痛点而生的创新技术方案。
常规圆形导柱导套是应用最广泛的导向形式,其优点在于加工制造简单、安装方便、导向距离长-8。然而,在以下两种工况中,圆形导柱导套的表现并不理想:
工况一:存在显著侧向力的模具
当模具的冲裁力合力线偏离模具几何中心时,导柱将承受巨大的侧向弯曲力矩。圆形导柱仅通过圆柱面接触提供径向支撑,抵抗侧向力的能力有限。长期在这种工况下运行,导柱表面容易出现拉伤、磨损甚至弯曲变形。
工况二:动定模温差较大的热作模具
在压铸模具、热芯盒模具等热作模具中,动模和定模的工作温差可达30-80℃甚至更高-8。由于热膨胀系数的存在,动模和定模的膨胀量不一致。如果圆形导柱导套采用精密配合,高温下容易发生卡死;如果预留过大间隙,则导向定位精度严重丧失-8。
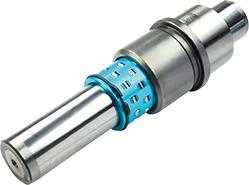
多边形导柱组件(也称削边导柱或异形导柱)的设计初衷,是在保留圆形导柱制造安装便利性的同时,吸收边锁类导向装置的温差自适应能力- 。
结构特征
多边形导柱并非简单的多边形棱柱,而是在圆形导柱的基础上,将圆周的对称两侧削去,形成两个对称的切削平面和两个对称的工作弧面- 。与之配合的导套则具有对应的工作平面和工作弧面。
工作原理
导向功能:导柱的切削平面与导套的工作平面形成滑动配合,提供精确的直线导向。
温差自适应:导柱的工作弧面与导套的工作弧面之间保留一定的工作间距- 。当动定模因温差产生不一致的热膨胀时,这一间隙提供了必要的“呼吸空间”,使导向副能够自动适应膨胀量的变化,避免卡死。
核心技术优势
| 对比项 | 圆形导柱导套 | 边锁导向 | 多边形导柱组件 |
|---|---|---|---|
| 加工便利性 | 优 | 差 | 优 |
| 导向距离 | 长 | 短 | 长 |
| 温差自适应 | 差 | 优 | 优 |
| 抗侧向力 | 一般 | 优 | 优 |
| 布局灵活性 | 优 | 差 | 优 |
根据学术研究文献记载,可调间隙多边形导柱滚动导向机构在刚度和精度方面均表现出色,已通过相关技术鉴定-6。
当多边形导柱组件与滚针保持架配合使用时,其性能可获得进一步提升:
线接触承载:滚针与导柱导轨面之间形成线接触,接触面积大于钢球,承载能力更强。
低摩擦运行:滚针的滚动摩擦系数远低于滑动摩擦,使模具动作更加顺畅。
高温淬火处理:多边形导柱的导轨面经过高温淬火处理,硬度可达58HRC以上,能够承受滚针的反复滚动而不产生压痕。
这种“多边形导向+滚针承载”的组合方案,特别适用于既有侧向力冲击、又要求高精度导向的重载冲压模具。
多边形导柱组件特别推荐用于以下场合:
大型汽车覆盖件模具(存在显著侧向力)
压铸模具及热芯盒模具(存在动定模温差)
精密级进模(对导向精度要求高)
高强度钢板冲压模具(冲裁力大、偏载明显)
TG科技提供标准规格与非标定制的多边形导柱组件服务,支持根据客户的模具尺寸、温差范围、侧向力大小进行个性化设计,助力模具实现更高精度、更长寿命、更稳定运行。
 非标产品
非标产品 收藏夹
收藏夹 我的订单
我的订单 个人中心
个人中心 联系客服
联系客服 网站操作指南
网站操作指南 快速报价
快速报价 (
(



 客服微信
客服微信